
 产品质量始终是第一任务质量先行 信誉至上 客户为本
产品质量始终是第一任务质量先行 信誉至上 客户为本
山东货泉机床有限公司
联系人:刘经理
电话:13561118691
地址:山东省滕州市恒源南路1188号
主页:数控车床,摇臂钻床,牛头刨,锯床,铣床,空气锤,数控钻床,立式钻床,机械摇臂钻,液压摇臂钻,钻铣床
山东货泉机床有限公司所生产的B635A牛头刨床,具有美观的外形,性能可靠,设计先进,精度稳定,操作简单易学,维护方便等,非常适用于小批量加工的企业使用。
牛头刨床是一种用于平面切削的机床,电动机是经过皮带和齿轮来进行传动的,刨床工作时由倒杆机构带动刨床和刨刀作往复运动。刨头前进时,刨刀进行切削,称为工作行程,此时要求速度较低切均匀。刨头后退时,刨刀不切削,称为空回程,此时要求速度较高,以提高生产效率。刨刀每切削完一次利用空回行程的时间,凸轮通过四杆机构带动棘轮机构和螺旋机构使工作台连同做一次横向间歇移动进给移动,以便刨刀做下一次往复运动继续切削。工件的进给运动与刨刀的主运动应协调。刨刀在工作行程中受很大的切削阻力(在切削前后各有一段0.05H的空刀距离),而空回程中则没有切削阻力,因此刨头在整个运动循环中,受力变化是很大的,这就影响了主轴的匀速运转,故需要安装飞轮来减小主轴的速度波动以提高切削质量和减小电动机容量。
B635A牛头刨床主要参数:
|
型号 |
B635A牛头刨床 |
|
|
最大刨削长度(mm) |
350 |
|
|
滑枕底面至工作台面最大距离(mm) |
330 |
|
|
工作台最大移动距离(水平)(mm) |
400 |
|
|
工作台最大移动距离(垂直)(mm) |
270 |
|
|
刨床至床身前导面伸出的最大距离(mm) |
550 |
|
|
滑枕的最大位移(mm) |
170 |
|
|
工作台最大回转角度 |
(无虎钳)(°) |
正负90度 |
|
(有虎钳)(°) |
正负55度 |
|
|
刀架最大垂直行程(mm) |
110 |
|
|
滑枕每分钟往复次数(times min) |
32, 50, 80, 125, |
|
|
轮动轮一齿时(垂直)(mm) |
0.18 |
|
|
滑枕头往复一次工作台进给量 轮动轮一齿时(水平)(mm) |
0.21 |
|
|
轮转动四齿时 |
(垂直)(mm) |
0.73 |
|
(水平)(mm) |
0.84 |
|
|
电动机(kw r/min) |
1.5 1400 |
|
|
包装箱尺寸(mm) |
1530*930*1370 |
|
|
净重/毛重k(kg) |
1000/1200 |
|
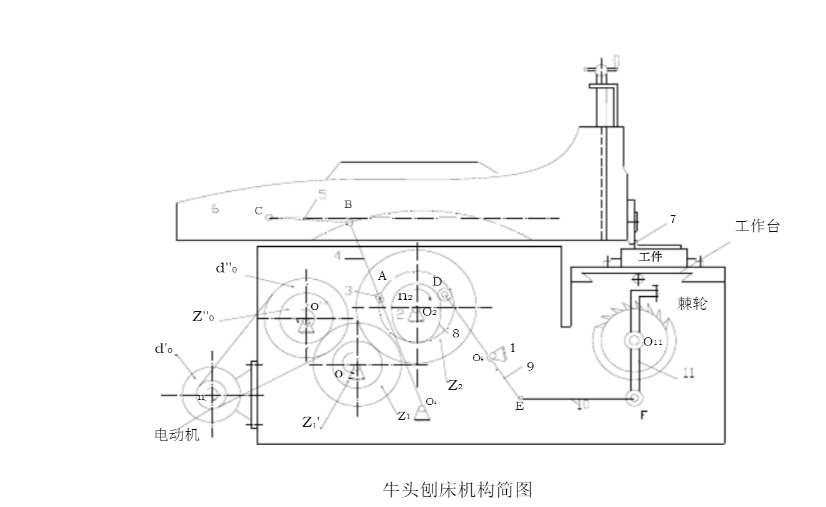
牛头刨床主传动机构
牛头刨床因形式牛头而得名,牛头刨床是用于加工中小尺寸的平面或直槽的金属切削机床,多用于单件或小批量生产。
为了适用不同材料和不同尺寸工件的粗、精加工,要求主执行构件—刨刀能以数种不同速度、不同行程和不同起始位置作水平往复直线移动,且切削时刨刀的移动速度低于空行程速度,即刨刀具有急回现象。刨刀可随小刀架作不同进给量的垂直进给;安装工件的工作台应具有不同进给量的横向进给,以完成平面的加工,工作台还应具有升降功能,以适应不同高度的工件加工。
电动机经皮带和齿轮传动,带动曲柄和固结在其上的凸轮。刨床工作时,刨头和刨刀作往复运动。刨头右行时,刨刀进行切削,称工作行程,此时要求速度较低并且均匀,以减少电动机容量和提高切削质量。刨头左行时,刨刀切削,称空回行程。此时要求速度较高,以提高生产率。刨刀每切削完一次,利用空回行程的时间,凸轮通过四杆机构与棘轮带动螺旋机构,使工作台连同工件作一次进给运动,以便刨刀继续切削。刨头在工作行程中,受到很大的切削阻力(在切削的前后各有一段约H05.0的空刀距离),而空回行程中则没有切削阻力。因此刨头在整个运动循环中,受力变化是很大的,这就影响了主轴的匀速运转.故需安装飞轮来减小主轴的速度波动,以提高切削质量和减少电动机容量。
1:刨床的工作台能左右回转角度,工作台具有横向和升降的移动结构;用以刨削倾斜的平面,从而扩大了使用范围。
2:刨床的进给系统采用凸轮机构,调整进给量。改变走刀量,非常方便。
3:刨床在走刀系统内装有过载安全机构,当由于操作不慎或者受到外力影响与切削超载时,走刀自行打滑,无损机件保证机床的正常运行。
4:滑枕和床身导轨间以及具有速度的齿轮付和主要的滑动导轨面,均有油泵打出的润滑油进行循润滑。
6、牛头刨床的工作台能左右回转角度,工作台具有横向和升降的快速移动机构;用以刨削倾斜的平面,从而扩大了使用范围。
7、刨床的进给系统采用凸轮机构,有10级进给量。改变走刀量,也非常方便。
8、牛头刨床在走刀系统内装有过载安全机构,当由于操作不慎或者受到外力影响与切笑超载时,走刀自行打滑,无损机件保证机床的正常运行。
9、滑枕和床身导轨间以及具有速度的齿轮付和主要的滑动导轨面,均有油泵打出的润滑油进行循润滑。
10、牛头刨床装有离合器及制动停车机构,所以在变换速度,启动机床及停车时,可不必切断电源,制动停车机构能使滑枕当离合器脱开时之惯性冲程量不大于10毫米。

机床在运行至600小时的时候,我们应该对机床进行一级保养,以操作工人为主,维修工人配合进行,
在对机床进行一级保养之前,我们应该先切断电源,然后在进行保养工作:
一、机床的外部保养:
1. 擦洗机床表面,要求无黄袍、无油污。
2. 配齐螺钉、螺母、手柄、手球、标牌等。
3. 清洗附件。
二、传动系统的保养:
1. 清洗滑枕、丝杆、伞齿轮。
2. 检查齿轮、拨叉滑块、定位螺钉。
3. 清扫机床内腔。
4. 检查、调整传动皮带松紧。
三、刀架、横梁及工作台的保养:
1. 清洗刀架、丝杆,调整刹铁与导轨间隙。
2. 清洗工作台、横梁、导轨及丝杆螺母、伞齿轮。
3. 修光工作台毛刺。
四、液压润滑系统的保养:
1. 清洗、配齐油杯、油毡、油线、滤油器,加注润滑油,无泄漏。
2. 系统完整,油路畅通。
3. 检查压力表,调整油压(液压牛头刨)。
五、电器系统的保养:
1. 擦拭电动机、电器箱。
2. 检查、紧固接零装置。
二级保养注意事项:
机床运行至5000小时的时候,我们要对机床进行二级保养,在对机床进行二级保养时,这次我们应该以维修工人为主,操作工人参加保养的工作。我们不仅要执行以及保养的内容及要求,还应该做好以下几个工作,并对易损件进行测绘,提出备用配件。
在对机床进行二级保养之前,我们同样应该先切断电源,然后在进行保养工作:
一、传动系统的保养:
1. 检查导轨、压板,修光毛刺。
2. 检查齿轮、丝杆、棘轮、轴、轴承、内腔大齿轮的磨损情况,调整摇杆滑块间隙。
3. 修复或更换严重磨损零件。
一、刀架,横梁及工作台:
1. 检查、调整伞齿轮、丝杆与螺母、刹铁与导轨间隙。
2. 修复或更换严重损坏零件。
二、液压润滑系统:
1. 清洗油泵、油池。
2. 更换油封。
3. 修复或更换损坏零件。
三、电器:
1. 清洗电动机,更换润滑脂。
2. 修复或更换损坏的元件。
3. 电器符合设备完好标准要求。
四、精度检测:
1. 校正机床水平,检查、调整、修复精度。
2. 精度符合设备完好标准要求。



 00:30
00:30 00:16
00:16


